İleri imalat teknolojilerinde, özellikle 3D metal baskı (eklemeli imalat) ve toz metalürjisinde, hammadde kalitesi her şeydir. Ancak bu yüksek teknolojili üretim süreçlerinin “sessiz ve görünmez” bir düşmanı vardır: Nem. Metal tozları, yapıları gereği çevrelerindeki nemi bir sünger gibi emme eğilimindedir. Nemlenen bir metal tozu, sadece üretim verimliliğini düşürmekle kalmaz, aynı zamanda felaketle sonuçlanabilecek patlamalara veya parçanın kullanım sırasında aniden kırılmasına yol açan mikroskobik kusurlara neden olur.
Peki, binlerce dolar değerindeki titanyum, nikel veya alüminyum tozlarınız nemlendiğinde onları çöpe mi atmalısınız, yoksa kurtarabilir misiniz? Bu yazıda, nemlenen metal tozlarını bilimsel yöntemlerle kurutma, “gençleştirme” ve güvenle tekrar kullanma stratejilerini en derin detaylarıyla inceleyeceğiz.
1. Metal Tozları Neden Nemlenir? Kapiler Köprülerin Bilimi
Metal tozları, mikron seviyesindeki boyutları nedeniyle devasa bir yüzey alanına sahiptir. Hava ile temas ettiklerinde, yüzeylerindeki atomlar havadaki su molekülleriyle (H2O) etkileşime girer.
Kapiler Köprü Oluşumu
Toz tanecikleri arasındaki boşluklarda nem biriktiğinde, “Kapiler Köprü” denilen bir fenomen oluşur. Bu mikro düzeydeki su köprüleri, toz taneciklerini birbirine yapıştırarak tozun akışkanlığını (flowability) bozar. Akışkanlığı bozulan toz, 3D yazıcının haznesinde topaklanır ve baskı yatağına düzgün serilemez.
Adsorpsiyon ve Absorpsiyon
Metallerde nem genellikle yüzeyde toplanır (adsorpsiyon), ancak bazı metaller nemi kristal yapılarına kadar çekebilir (absorpsiyon). Özellikle alüminyum ve magnezyum gibi reaktif metaller, su ile tepkimeye girerek yüzeylerinde bir oksit veya hidroksit tabakası oluşturur. Bu aşamadan sonra tozu sadece “kurutmak” yetmez; kimyasal olarak da iyileştirmek gerekir.
2. Nemli Tozun Yarattığı 3 Kritik Tehlike
Nemli metal tozunu “idare eder” diyerek makineye sürmek, endüstriyel bir kumardır. İşte bu kumarın olası sonuçları:
A. Hidrojen Gazı ve Patlama Riski
Reaktif metaller (Titanyum, Alüminyum, Lityum) su ile temas ettiğinde kimyasal bir reaksiyon oluşur ve Hidrojen gazı (H2) açığa çıkar. Hidrojen, dünyanın en yanıcı gazlarından biridir. Kapalı bir depolama kabında biriken hidrojen, ufak bir statik elektrik kıvılcımıyla tesisi yerle bir edebilecek bir patlamaya yol açabilir.
B. Porozite (Gözeneklilik) ve “Lack of Fusion”
3D baskı sırasında lazer, nemli tozu erittiğinde içindeki su aniden buharlaşır. Bu mikro buhar patlamaları, eriyik havuzunun (melt pool) içinde hapsolarak parça içinde boşluklar (gaz porozitesi) bırakır. Dışarıdan kusursuz görünen bir uçak parçası, içindeki bu mikroskobik boşluklar nedeniyle kullanım sırasında aniden çatlayabilir.
C. Re-coater (Serici) Tıkanıklığı
Nemli toz “topaklandığı” için, yazıcının serici kolu tozu pürüzsüz bir katman halinde seremez. Bu durum, katmanlar arasında hatalara (delaminasyon) ve baskının yarıda kalmasına neden olur.
3. Profesyonel Kurutma Yöntemleri: Tozu Nasıl Kurtarırız?
Nemlenen tozu kurtarmak için ev tipi yöntemler (fırınlamak gibi) hem yetersiz hem de tehlikelidir. Endüstriyel standartlarda kullanılan 3 ana yöntem şunlardır:
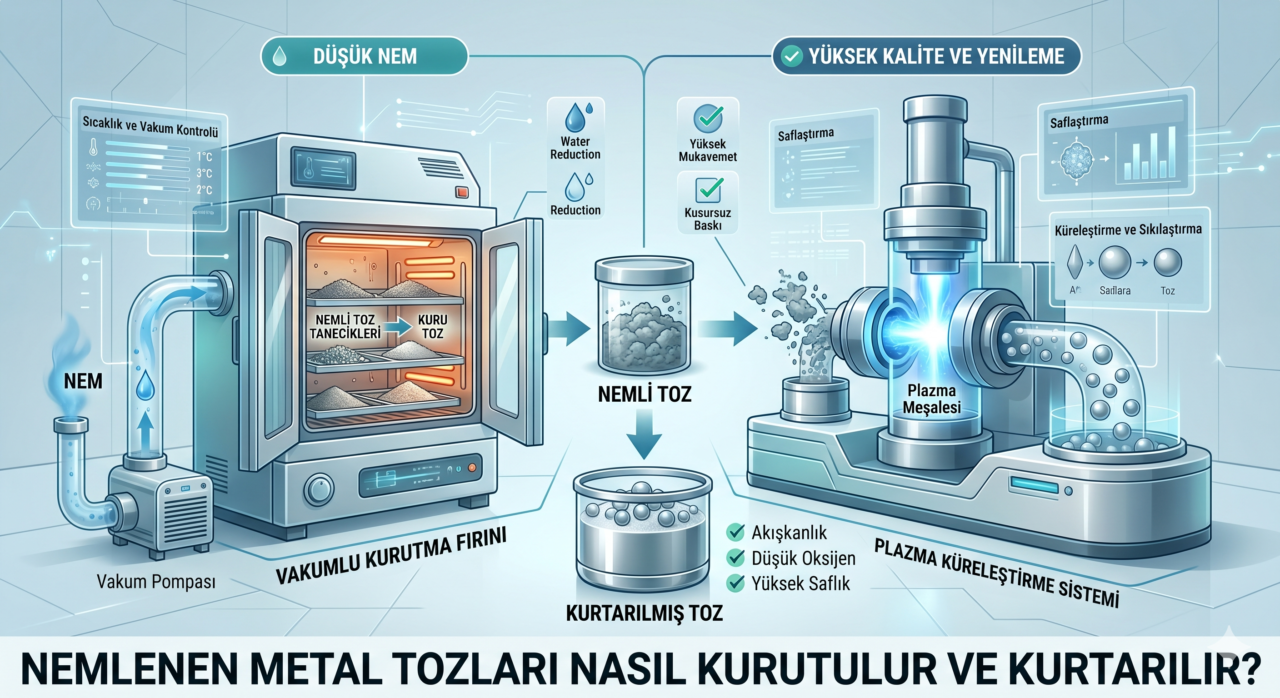
1. Vakumlu Kurutma Fırınları (Altın Standart)
En güvenli ve etkili yöntemdir. Vakum altında suyun kaynama noktası düşer. Bu sayede, metal tozunu oksitlenmesine neden olacak kadar yüksek sıcaklıklara ısıtmadan içindeki nemi buharlaştırabilirsiniz.
-
Nasıl Çalışır? Toz ince bir tabaka halinde vakum fırınına yayılır. Hava tahliye edilir ve sıcaklık kontrollü olarak (genellikle 60-120 derece arası) artırılır.
-
Avantajı: Oksijen olmadığı için metal paslanmaz (oksitlenmez) ve nem tamamen tahliye edilir.
2. İnerte Gaz Süpürme (Purging)
Tozun bulunduğu hazneye sürekli olarak yüksek saflıkta Argon veya Azot gazı pompalanır. Gaz, toz tanecikleri arasındaki nemi sürükleyerek dışarı taşır. Bu yöntem genellikle büyük silolarda depolanan tozların nemini korumak için kullanılır.
3. Moleküler Elekler ve Desikantlar
Düşük seviyeli nem problemlerinde, toz kaplarının içine özel silika jel veya moleküler elek torbaları yerleştirilir. Ancak bu yöntem, ağır nemlenmiş tozları kurtarmak için yeterli değildir; sadece koruma amaçlıdır.
4. İleri Düzey Kurtarma: Plazma Yenileme (Rejuvenation)
Bazı durumlarda toz sadece nemlenmekle kalmaz, yüzeyi oksitlenir (paslanır). Bu durumda basit kurutma işlemi tozu kurtaramaz. Güncel endüstriyel araştırmalar, “Plazma Küreleştirme” (Plasma Spheroidization) teknolojisine odaklanmaktadır.
Klinik Endüstriyel Çalışma Notu: 2025 yılında yayımlanan bir çalışmada, ağır oksitlenmiş Titanyum tozlarının plazma meşalesinden (10.000 derece+) geçirildiği ve bu işlem sırasında yüzeydeki safsızlıkların buharlaştığı, tozun tekrar mükemmel küresel formuna kavuştuğu kanıtlanmıştır. Bu yöntemle “çöp” denilen tozlar, “sıfır” toz kalitesine döndürülebilmektedir.
5. Avantaj ve Risk Değerlendirmesi
| İşlem | Avantajları | Riskleri |
| Vakumlu Kurutma | Düşük sıcaklık, sıfır oksidasyon, yüksek güvenlik. | Yüksek ekipman maliyeti, uzun işlem süresi. |
| İnert Gazla Kurutma | Büyük hacimli tozlar için uygun, ekonomik. | Nem tahliyesi vakum kadar derinlemesine olmayabilir. |
| Kurutmadan Kullanım | Sıfır ek maliyet (kısa vadeli). | Yüksek Patlama Riski, parça kırılması, makine hasarı. |
6. Kurtarma Karar Matrisi: Hangi Toz Kurtarılır?
Her nemli toz kurtarılmaya değmez. Karar verirken şu kriterleri kullanın:
-
Tozun Rengi Değişmiş mi? Eğer tozun rengi (örneğin alüminyumda grileşme veya bakırda kararma) değişmişse, derin bir oksidasyon vardır. Basit kurutma yetmez.
-
Toz Topaklanmış mı? Tozu elediğinizde topaklar dağılmıyorsa, nem parçacıklar arasında kimyasal bağlar kurmuş olabilir.
-
Kritiklik Seviyesi Nedir? Havacılık veya medikal (vücut içi implant) parçası üretecekseniz, risk almayın. Ancak prototip veya genel amaçlı parça için kurutulmuş toz güvenle kullanılabilir.
7. Pratik İpuçları ve Koruma Rehberi
-
Toz Odası Kontrolü: Tozların açıldığı ve makineye yüklendiği odanın nemi (RH) her zaman %35’in altında olmalıdır.
-
Vakum Paketleme: Kullanılmayan tozları orijinal ambalajında değil, vakumlu metal varillerde saklayın.
-
Karl Fischer Titrasyonu: Tozun gerçekten kuruyup kurumadığını anlamak için basit bir “gözle kontrol” yetmez. Laboratuvarda Karl Fischer testi yaptırarak nem oranının 100 ppm (milyonda bir) altında olduğunu teyit edin.
Sonuç
Nemlenen metal tozları, doğru ekipman ve bilimsel yaklaşımla (özellikle vakumlu kurutma ile) büyük oranda kurtarılabilir. Ancak bu süreçte en önemli öncelik güvenliktir. Hidrojen gazı birikimine karşı her zaman tetikte olunmalı ve kurutulan tozun kimyasal saflığı mutlaka test edilmelidir. Unutulmamalıdır ki; doğru kurutulmuş bir hammadde, eklemeli imalatın başarısının yarısıdır. Geleceğin üretimi, atom seviyesinde temizlik ve disiplin gerektirir.
Nanokar ve benzeri ileri teknoloji odaklı vizyonlar, tozun sadece bir “madde” değil, dijital dünyanın fiziksel yapı taşı olduğunu bilir. Bu yapı taşlarını nemden korumak, teknolojiyi korumaktır.