Plastik endüstrisinde bir devrim niteliği taşıyan Karbon Nanotüpler (CNT), çelikten sağlam ve bakırdan iletken yapılarıyla bilinir. Ancak bu malzemeyi “toz” halinde üretim hattına sokmak, hem iş sağlığı güvenliği (İSG) açısından büyük bir risk hem de proses stabilitesi açısından bir kabustur.
Bu nedenle endüstri, CNT’yi doğrudan kullanmak yerine, polimer matris içine yüksek oranlarda (%10-%20) yüklenmiş ve önceden disperse edilmiş “Masterbatch” formunu tercih eder. Bu yazımızda, ham tozdan yüksek kaliteli iletken granüllere giden endüstriyel üretim yolculuğunu ve kompaund (compounding) teknolojisinin inceliklerini keşfediyoruz.
Neden Toz Değil de Masterbatch?
CNT tozları son derece hafiftir (düşük yoğunluk) ve havada kolayca uçuşur. Üreticilerin Masterbatch tercih etmesinin üç temel teknik nedeni vardır:
-
Dispersiyon Garantisi: Ekstrüderde kısa sürede CNT topaklarını açmak zordur. Masterbatch üretiminde bu işlem özel vidalarla önceden yapıldığı için, nihai ürün üreticisi sadece seyreltme (dilution) yapar.
-
Besleme Kolaylığı: Kabarık tozu ekstrüdere beslemek zordur. Granül formundaki masterbatch, standart dozajlama sistemleriyle (gravimetrik besleme) sorunsuz çalışır.
-
İş Güvenliği: Uçuşan nano partiküllerin solunması ciddi sağlık riski taşır. Masterbatch, nanotüpleri polimer içine hapsederek bu riski ortadan kaldırır.
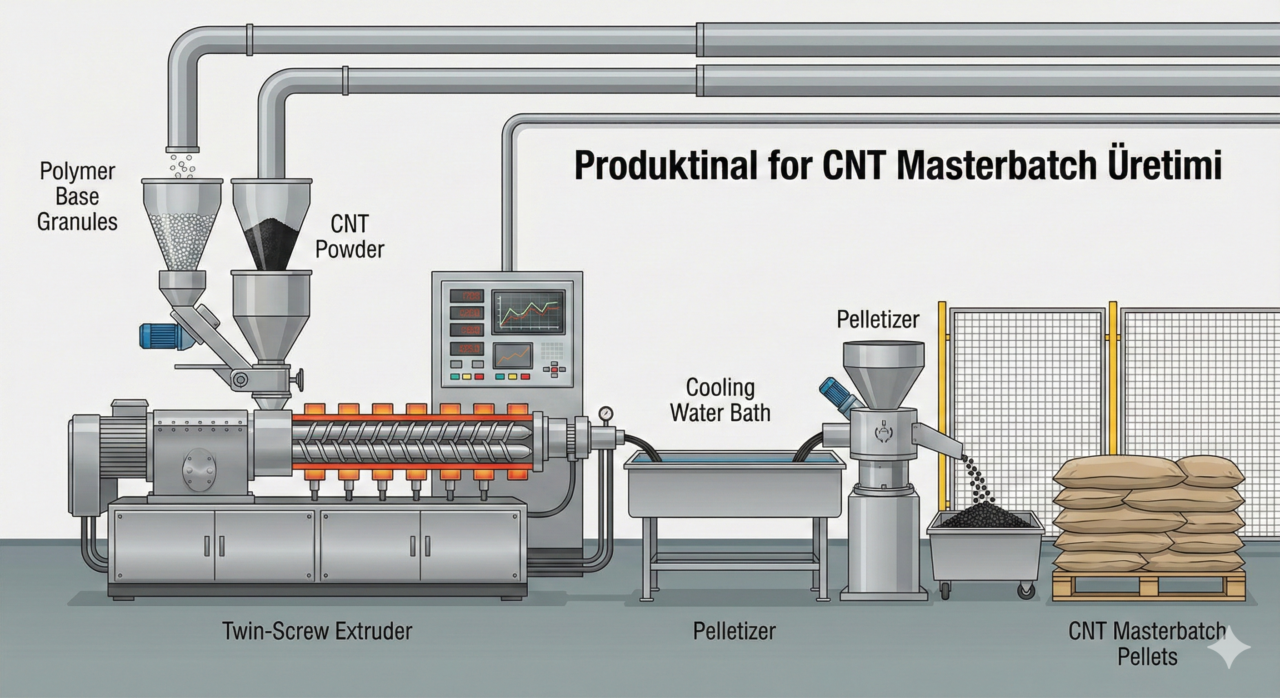
Üretimin Kalbi: Çift Vidalı Ekstrüder (Twin Screw Extruder)
CNT Masterbatch üretimi sıradan bir plastik karıştırma işlemi değildir. Yüksek kesme kuvveti (Shear Force) gerektirir. Bu yüzden endüstri standardı, Eş Yönlü Dönen Çift Vidalı Ekstrüderlerdir (Co-rotating Twin Screw Extruders).
Kritik Proses Parametreleri
-
L/D Oranı (Uzunluk/Çap): CNT dispersiyonu için uzun bir işlem süresi gerekir. Bu nedenle L/D oranı genellikle 40:1 veya 48:1 olan uzun namlulu ekstrüderler tercih edilir.
-
Vida Tasarımı (Screw Configuration): Bu işin sırrı vida dizilimindedir. CNT topaklarını kırmak için “Yoğurma Blokları” (Kneading Blocks) yoğun olarak kullanılırken, nanotüplerin boyunu (Aspect Ratio) kırıp kısaltmamak için aşırı agresif tasarımlardan kaçınılmalıdır.
-
Sıcaklık Kontrolü: Yüksek sürtünme (shear heating) nedeniyle polimerin yanmasını önlemek için hassas bir soğutma sistemi şarttır.
Matris Polimer Seçimi ve Islatma (Wetting)
Masterbatch üretiminde “taşıyıcı polimer” (carrier resin), nanotüplerle mükemmel uyum sağlamalıdır. CNT’ler hidrofobik olduğu için, polimer eriyiğinin CNT yüzeyini “ıslatması” zordur.
-
Düşük Viskozite Avantajı: Genellikle yüksek akışkanlığa (Yüksek MFI) sahip polimerler tercih edilir. Bu, CNT’lerin polimer zincirleri arasına daha kolay girmesini sağlar.
-
Uyumlulaştırıcılar (Compatibilizers): Polipropilen (PP) veya Polietilen (PE) gibi apolar plastiklerde, CNT ile bağ kurabilmek için Maleik Anhidrit (MAH-g-PP) gibi ara yüzey ajanları formülasyona eklenir.
Kalite Kontrol: İletkenlik ve Filtre Testi
Üretilen masterbatch granüllerinin kalitesi nasıl ölçülür? Siyah granüller dışarıdan birbirine benzese de performansları çok farklı olabilir.
-
Hacimsel Özdirenç (Volume Resistivity): Standart bir test numunesi (enjeksiyon plakası) basılarak elektriksel direnç ölçülür. İyi bir CNT masterbatch, çok düşük oranlarda bile (örneğin %1-2) malzemenin direncini $10^4$ – $10^6$ ohm mertebesine (ESD seviyesi) düşürebilmelidir.
-
Filtre Basınç Testi (Filter Pressure Value – FPV): Eriyik haldeki masterbatch, çok ince bir filtreden geçirilir. Eğer içinde açılmamış CNT topakları varsa filtre tıkanır ve basınç artar. Düşük basınç artışı, mükemmel dispersiyonun kanıtıdır.
Sonuç: Geleceğin Malzemesi
Endüstriyel CNT Masterbatch üretimi; otomotivden elektroniğe, havacılıktan enerji depolamaya kadar birçok sektörün hammadde ihtiyacını karşılar. Başarılı bir üretim, sadece makine gücüne değil; vida tasarımı, sıcaklık yönetimi ve polimer kimyasının doğru kombinasyonuna bağlıdır. Üreticiler için hedef, “Perkolarasyon Eşiğini” (iletkenlik başlangıç noktası) mümkün olan en düşük CNT oranıyla yakalamaktır.