Modern imalat sanayiinde hız, hassasiyet ve dayanıklılık bir tercih değil, zorunluluktur. Bir CNC tezgahında titanyum veya sertleştirilmiş çelik işlenirken, kesici ucun maruz kaldığı sıcaklık 1000°C’yi aşabilir. Bu ekstrem koşullarda ayakta kalabilen tek bir malzeme sınıfı vardır: Semente Karbürler veya daha yaygın adıyla Tungsten Karbür (WC).
Bu yazıda, gri bir toz yığınından endüstrinin en keskin ve dayanıklı takımlarına giden teknik yolculuğu ve Tungsten Karbür tozunun (WC) neden vazgeçilmez olduğunu inceleyeceğiz.
Tungsten Karbür (WC) Nedir? Kimyasal Bir Bakış
Tungsten Karbür, teknik olarak bir kompozit malzemedir. Tek başına Tungsten (W) çok sert ancak kırılgandır. Onu işlevsel bir kesici takım haline getirmek için Toz Metalurjisi devreye girer.
Kesici takımların mikro yapısı iki ana fazdan oluşur:
-
Sert Faz (Tungsten Karbür – WC): Malzemeye inanılmaz sertliğini (Elmastan sonraki en sert malzemelerden biri) ve aşınma direncini veren kısımdır.
-
Bağlayıcı Faz (Genellikle Kobalt – Co): Karbür taneciklerini bir arada tutan, malzemeye tokluk (kırılma direnci) kazandıran metalik matristir.
Teknik Not: Kobalt oranı genellikle %3 ile %15 arasında değişir. Kobalt oranı arttıkça tokluk artar, sertlik azalır. Kobalt oranı düştükçe sertlik artar, ancak malzeme daha kırılgan hale gelir. Mühendislik sanatı, bu dengeyi kurmaktır.
Üretim Süreci: Tozdan Yüksek Performansa
Tungsten karbür kesici takımların performansı, dökümle değil, katı hal ve sıvı faz sinterleme teknolojileriyle belirlenir.
1. Toz Hazırlama ve Öğütme
Süreç, yüksek saflıktaki Tungsten Karbür tozu ile Kobalt tozunun karıştırılmasıyla başlar. Bu karışım, bilyalı değirmenlerde günlerce öğütülür. Amaç sadece karıştırmak değil, Tane Boyutunu (Grain Size) kontrol etmektir.
-
Nano ve Sub-Mikron Taneler: Tane boyutu ne kadar küçülürse (örneğin <0.8 µm), kesici takım o kadar sert olur ve kenar keskinliğini o kadar uzun süre korur.
2. Presleme ve Şekillendirme
Toz karışımı, bağlayıcı ajanlarla (parafin vb.) karıştırılarak kalıplara dökülür ve yüksek basınç altında preslenir. Ortaya çıkan parçaya “Yeşil Gövde” (Green Body) denir; tebeşir kıvamındadır ve henüz metalik özellik göstermez.
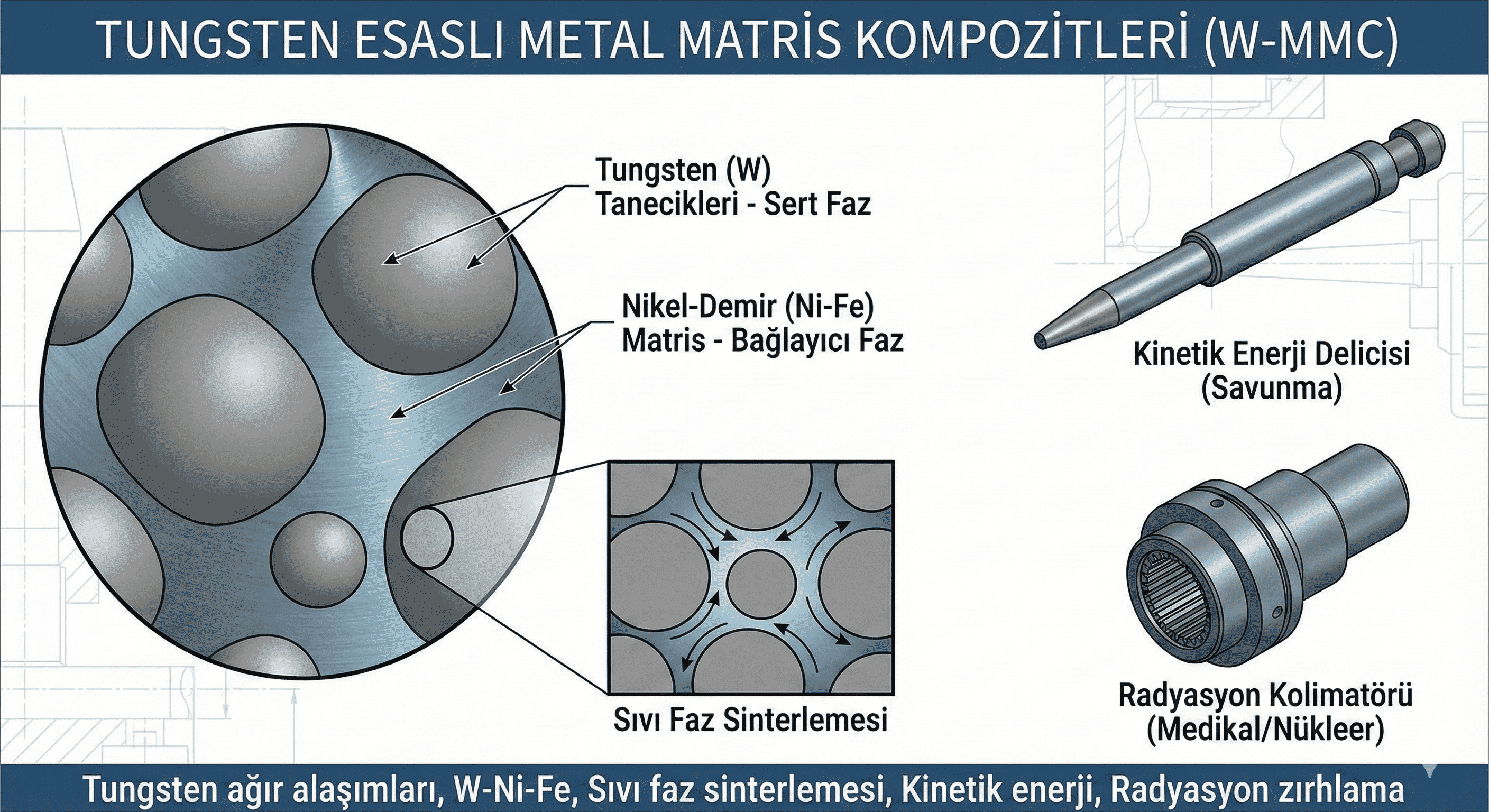
3. Sinterleme (Sıvı Faz Sinterlemesi)
Yeşil uçlar, 1400°C – 1500°C sıcaklıklarda sinterleme fırınlarına girer. Bu sıcaklıkta Kobalt erir, ancak Tungsten Karbür erimez. Sıvı haldeki Kobalt, katı Karbür taneciklerinin arasını “ıslatır” (wetting) ve soğuduğunda neredeyse %100 yoğunluğa sahip, gözeneksiz bir yapı oluşturur.
Neden Üstün Performans Gösterir?
Tungsten Karbür tozlarından üretilen takımları HSS (Hava Çeliği) ve diğer malzemelerden ayıran üç kritik özellik vardır:
1. Sıcak Sertlik (Hot Hardness)
Bir çelik matkap ucu 500°C’de yumuşamaya başlar. Ancak Tungsten Karbür, 800-1000°C sıcaklıklarda bile sertliğini korur. Bu, CNC tezgahlarının çok daha yüksek devirlerde ve ilerleme hızlarında çalışabilmesini sağlar.
2. Yüksek Elastisite Modülü
Tungsten Karbür, çelikten yaklaşık 3 kat daha rijit bir yapıya sahiptir. Bu özellik, takımın sapma (deflection) yapmasını engeller. Sonuç: Mikron hassasiyetinde işlenmiş parçalar ve mükemmel yüzey kalitesi.
3. Basınç Dayanımı
Tungsten Karbür, bilinen tüm metaller arasında en yüksek basınç dayanımına sahip malzemelerden biridir. Bu, ağır talaş kaldırma operasyonlarında ucun ezilmeden çalışmasını sağlar.
Geleceğin Teknolojisi: Kaplamalı Karbürler ve Gradyan Yapılar
Günümüzde Tungsten Karbür tozu teknolojisi, PVD (Fiziksel Buhar Biriktirme) ve CVD (Kimyasal Buhar Biriktirme) kaplamalarla (TiAlN, Al2O3) birleşerek ömrünü 10 kata kadar artırmaktadır. Ayrıca, yüzeyde sert, iç kısımda tok olan “Gradyan Yapılı” sinterleme teknikleri, havacılık malzemelerinin işlenmesinde yeni standartları belirlemektedir.