Toz metalurjisi ve eklemeli imalat (3D yazıcılar) dünyasında, bir metal parçasının kalitesi genellikle fırından çıktığı anda değil, daha en başında, onu oluşturan tozların karakteriyle belirlenir. Bu karakterin en hayati bileşeni ise Tane Boyutu Dağılımı (Particle Size Distribution – PSD) olarak adlandırılan kavramdır.
Peki, neden mikron düzeyindeki bu minik parçacıkların boyutu, bir uçak motorunun dayanıklılığından bir diş implantının vücuda uyumuna kadar bu kadar büyük bir rol oynuyor? Bu yazıda, metal tozlarının tane boyutu dağılımının bilimsel derinliklerine inecek, üretim süreçlerindeki etkilerini ve geleceğin teknolojilerindeki kritik önemini detaylıca ele alacağız.
1. Tane Boyutu Dağılımı (PSD) Nedir? Sadece “Boyut” Değildir
Bir avuç metal tozuna baktığınızda, hepsinin aynı boyutta olduğunu düşünebilirsiniz. Ancak mikroskop altında bu tozlar, devasa kayalardan ince kumlara kadar değişen bir çeşitlilik sunar. Tane boyutu dağılımı, bir toz numunesi içindeki farklı boyutlardaki parçacıkların bağıl miktarını tanımlayan istatistiksel bir ölçüdür.
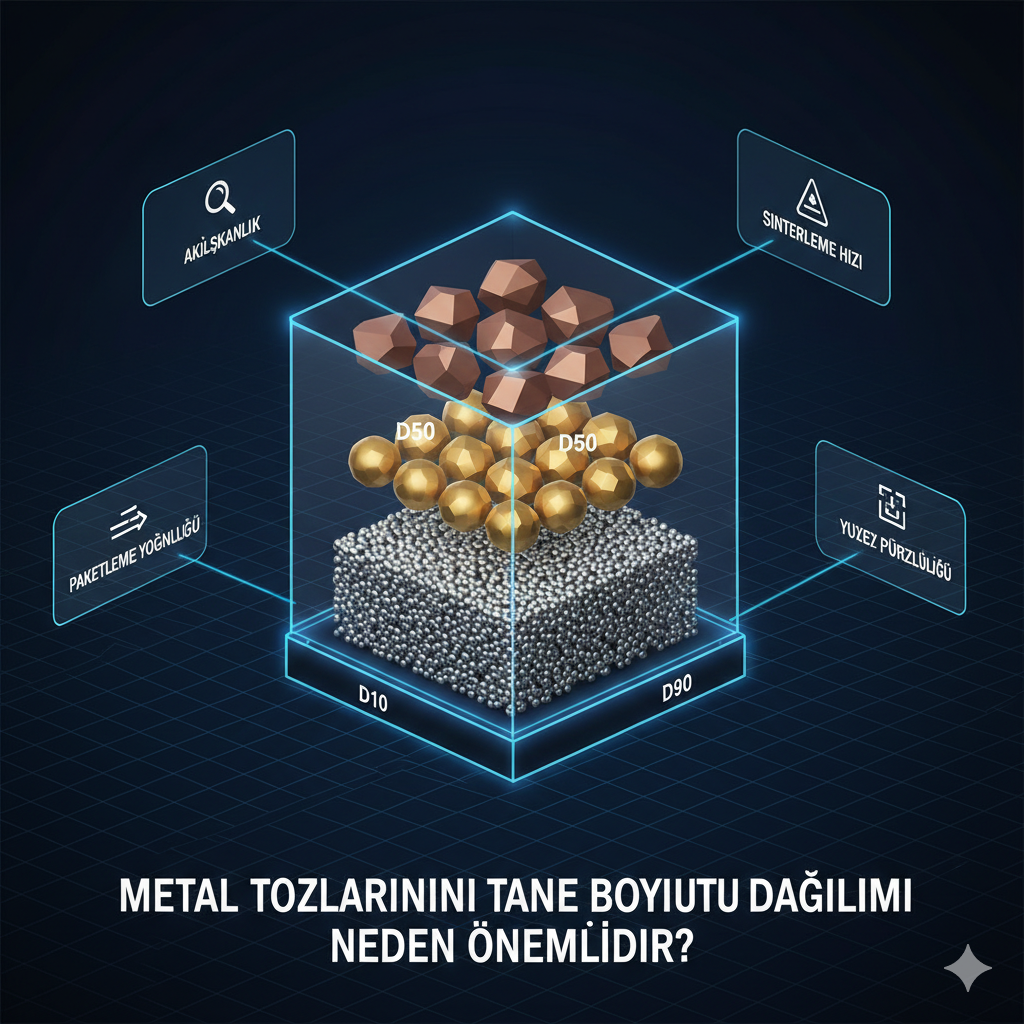
Genellikle “D10, D50 ve D90” değerleriyle ifade edilir:
-
D10: Tozların %10’unun bu değerden küçük olduğunu ifade eder (İnce tozlar).
-
D50: Tozların yarısının bu değerden küçük, yarısının büyük olduğu “medyan” boyuttur.
-
D90: Tozların %90’ının bu değerden küçük olduğunu ifade eder (Kaba tozlar).
Bu dağılımın genişliği veya darlığı, tozun “akışkanlığını”, “paketleme yoğunluğunu” ve “reaktivitesini” doğrudan etkiler.
2. Üretim Süreçlerinde PSD’nin Rolü
Metal tozları kullanılarak parça üretilirken (presleme, sinterleme veya lazerle eritme), tozların birbirine nasıl geçtiği her şeydir.
Paketleme Yoğunluğu ve Gözeneklilik
Farklı boyutlardaki tozların bir arada olması aslında bir avantajdır. Büyük parçacıkların arasındaki boşlukları küçük parçacıklar doldurur. Buna “verimli paketleme” denir. Eğer tüm tozlar aynı boyutta (monodispers) olsaydı, aralarında çok fazla boşluk kalırdı. Bu boşluklar, bitmiş parçada “gözenek” (boşluk) olarak kalır ve parçanın kırılgan olmasına yol açar.
Akışkanlık (Flowability)
Özellikle 3D yazıcılarda, tozun yatak üzerine ince bir film gibi pürüzsüzce serilmesi gerekir. Çok ince tozlar (nanometre düzeyindekiler) elektrostatik kuvvetler nedeniyle birbirine yapışma eğilimindedir ve akışkanlığı bozar. Kaba tozlar daha iyi akar ancak yüzey pürüzlülüğünü artırır. Bu nedenle, dengeli bir PSD seçimi hayati önem taşır.
3. Isıl İşlem ve Sinterleme Üzerindeki Etkisi
Sinterleme, tozların erimeden birbirine atomik düzeyde bağlandığı süreçtir. Burada “yüzey enerjisi” kuralı işler. Parçacıklar ne kadar küçükse, yüzey alanı o kadar büyüktür ve atomlar birbirine bağlanmaya o kadar isteklidir.
İnce Tozların Avantajı: Daha düşük sıcaklıklarda ve daha kısa sürede sinterlenebilirler. Risk: Çok geniş bir dağılımda, küçük parçacıklar büyüklerden çok daha hızlı eriyebilir veya birleşebilir. Bu durum, parçanın içinde çarpılmalara ve homojen olmayan bir yapıya (mikro yapısal kusurlar) neden olur.
4. Güncel Araştırmalar: Eklemeli İmalatta “Altın Oran” Arayışı
2025 ve 2026 yıllarına ait en yeni akademik çalışmalar, havacılık ve uzay sanayii için “sıfır hata” hedefleyen toz dağılımları üzerine yoğunlaşmaktadır.
Bimodal Dağılım Araştırmaları: Son araştırmalar, tozların sadece rastgele dağılması yerine, iki farklı baskın boyutun (örneğin 15 mikron ve 45 mikron) belirli oranlarda karıştırılmasının, lazerle üretimde parça yoğunluğunu %99.8’in üzerine çıkardığını kanıtlamıştır. Bu “akıllı karışımlar”, malzemenin yorulma ömrünü geleneksel yöntemlere göre %30 artırmaktadır.
Yüzey Pürüzlülüğü ve Yorulma: Lazerle metal eritme (L-PBF) yönteminde, D90 değeri yüksek olan tozların parça yüzeyine yapışarak mikro çentikler oluşturduğu “klinik” laboratuvar testleriyle saptanmıştır. Bu çentikler, özellikle jet motoru kanatçıklarında çatlak başlangıç noktası olarak işlev görmektedir.
5. Biyomedikal Uygulamalar ve Klinik Çalışmalar
Metal tozlarının tane boyutu, sadece mekanik güç değil, aynı zamanda insan vücuduyla etkileşim demektir.
Diş ve Kemik İmplantları: Klinik çalışmalarda, implant yüzeyinin belirli bir pürüzlülüğe sahip olması istenir ki kemik hücreleri (osteoblastlar) oraya tutunabilsin. Bu pürüzlülük, üretimde kullanılan tozun tane boyutu dağılımı ile doğrudan kontrol edilir. Çok ince tozlarla üretilen implantlar pürüzsüz olurken, kontrollü kaba toz içeren dağılımlar “biyo-aktif” yüzeyler sağlar.
Toksisite ve Güvenlik: Nanometre boyutundaki metal tozlarının laboratuvar dışına sızması veya vücut içine kontrolsüz girmesi durumunda hücre zarlarından geçebildiği klinik olarak gözlemlenmiştir. Bu nedenle, biyomedikal üretimde PSD’nin alt sınırı (fine end) çok sıkı denetlenir.
6. Avantaj ve Risk Değerlendirmesi: Dengeyi Kurmak
Tane boyutu dağılımını optimize etmek, bir mühendislik sanatıdır.
Avantajlar:
-
Tam Yoğunluk: Boşluksuz, döküm sağlamlığında parçalar üretilebilir.
-
Yüzey Kalitesi: Doğru PSD ile taşlama ve polisaj gibi son işlemlere duyulan ihtiyaç azalır.
-
Maliyet Verimliliği: Daha hızlı sinterleme ve daha az enerji tüketimi sağlar.
Riskler:
-
Segregasyon (Ayrışma): Nakliye veya depolama sırasında büyük tozlar üste, küçük tozlar alta çökebilir. Bu, üretim sırasında parçanın bir kısmının farklı, diğer kısmının farklı özellikler göstermesine neden olur.
-
Oksidasyon: Küçük parçacıkların yüzey alanı çok büyük olduğu için oksijenle anında reaksiyona girerek “tufal” oluşturabilirler. Bu da metalin saflığını bozar.
-
Sağlık ve Patlama: 10 mikronun altındaki tozlar havada asılı kalabilir ve statik bir elektrikle patlama riski (toz patlaması) taşır.
7. PSD Ölçüm Yöntemleri: Nasıl Emin Oluruz?
Modern laboratuvarlarda PSD analizi için iki temel yöntem kullanılır:
-
Lazer Difraksiyonu: En yaygın yöntemdir. Tozlar bir lazer ışığının önünden geçer ve ışığın kırılma açısına göre boyutları milisaniyeler içinde hesaplanır.
-
Görüntü Analizi (SEM/TEM): Tozlar yüksek çözünürlüklü mikroskoplar altında tek tek incelenir. Bu yöntem sadece boyut değil, şekil (morfoloji) hakkında da bilgi verir.
8. Geleceğin Teknolojisi: Yapay Zeka Tasarımlı Tozlar
Gelecekte, “standart toz” kavramı tarihe karışabilir. Yapay zeka destekli simülasyonlar, parçanın maruz kalacağı strese göre ihtiyaç duyulan PSD profilini çıkaracaktır. Örneğin, bir roket nozulu üretilirken, ısıya en dayanıklı olması gereken bölgeler için farklı, esnek olması gereken bölgeler için farklı tane boyutu dağılımları anlık olarak harmanlanacaktır.
Sonuç
Metal tozlarının tane boyutu dağılımı, makro dünyanın gücü ile mikro dünyanın hassasiyeti arasındaki köprüdür. Bir metal parçasının ne kadar güçlü, ne kadar dayanıklı veya ne kadar uyumlu olacağını belirleyen şey, bu minik zerreciklerin arasındaki o görünmez geometrik dengedir. İster bir implant ister bir uzay aracı parçası olsun; başarı, her zaman doğru boyutların doğru oranda birleşmesinde saklıdır.