Gaz veya buhar türbinlerinde bulunan kanatlar, genellikle nikel bazlı “süper alaşımlardan” (Inconel, Hastelloy vb.) imal edilir. Bu malzemeler, yüksek sıcaklıkta mukavemetlerini korumak için tasarlanmıştır. Ancak, üretim (döküm, dövme, işleme) sonrası yüzeyleri pürüzlüdür. Bu pürüzlülük, bir dizi ciddi performans sorununa yol açar:
- Aerodinamik Verimsizlik: Pürüzlü bir yüzey, hava veya buhar akışında türbülans yaratır. Bu sürtünme (drag), kanadın aerodinamik verimini düşürür ve sonuç olarak türbinin genel verimliliğini, yani üretilen enerji miktarını azaltır.
- Yorulma ve Çatlak Başlangıcı: Yüzeydeki mikroskobik çentikler ve çizikler, operasyon sırasındaki aşırı gerilim altında yorulma çatlaklarının başlayabileceği “gerilim yoğunlaşma noktaları” görevi görür. Bu, kanat ömrünü kısaltır ve katastrofik arızalara yol açabilir.
- Yüksek Sıcaklık Korozyonu: Pürüzlü yüzeyler, korozif gazların ve partiküllerin tutunması için daha geniş bir alan sunar. Bu, yüksek sıcaklıklarda malzemenin bozulmasını hızlandırır.
İşte bu nedenlerle, türbin kanatlarının yüzeyi, belirli bir pürüzsüzlük değerine (Ra) ulaşacak şekilde hassas bir şekilde parlatılmalıdır. Bu işlem, hem yeni imalat hem de bakım ve onarım (MRO) süreçlerinin vazgeçilmez bir parçasıdır.
Neden Karbür Tozları? Sert Malzemeler İçin Sert Çözümler
Türbin kanatlarının yapıldığı nikel bazlı süper alaşımlar, son derece sert ve aşınmaya dirençli malzemelerdir. Parlatmanın temel kuralı gereği, bu malzemeleri etkili bir şekilde aşındırmak için onlardan daha sert aşındırıcılara ihtiyaç vardır. Geleneksel alüminyum oksit, bu süper alaşımlar karşısında genellikle yetersiz kalır. İşte bu noktada karbür tozları devreye girer.
1. Silisyum Karbür (SiC – Silicon Carbide):
- Mukavemet ve Sertlik: Mohs skalasında 9-9.5 sertliğe sahip olan silisyum karbür, elmastan sonra en sert sentetik malzemelerden biridir. Keskin ve köşeli kristal yapısı, süper alaşımlar üzerinde çok yüksek bir kesme verimliliği sağlar.
- Termal İletkenlik: Parlatma sırasında oluşan ısıyı etkin bir şekilde dağıtarak, ısıya duyarlı süper alaşımların yüzeyinde termal hasar (yanma, mikroyapı bozulması) riskini azaltır.
- Kullanım Alanı: Türbin kanatlarının kaba parlatma ve yarı-finisaj adımlarında, önceki işleme izlerini ve yüzey kusurlarını hızla gidermek için kullanılır. Genellikle su veya yağ bazlı bir bulamaç (slurry) içinde veya bağlı aşındırıcı (taşlama taşı, zımpara) formunda uygulanır.
2. Bor Karbür (B₄C – Boron Carbide):
- Üstün Sertlik: Mohs skalasında 9.5’in üzerinde bir sertliğe sahip olan bor karbür, bilinen en sert seramik malzemelerden biridir ve elmasa çok yakındır. Bu, onu en zorlu süper alaşımlar ve seramik kaplamalı kanatlar için bile uygun hale getirir.
- Kimyasal Kararlılık: Yüksek sıcaklıklarda bile kimyasal olarak tepkimeye girmez, bu da parlatma sırasında yüzeyle istenmeyen reaksiyonları önler.
- Kullanım Alanı: Üstün sertliği ve daha yüksek maliyeti nedeniyle, genellikle silisyum karbürün yetersiz kaldığı çok sert malzemelerde veya ayna parlaklığına yakın, ultra düşük pürüzlülük gerektiren son kat finisaj işlemlerinde tercih edilir.
Türbin Kanadı Parlatma Süreci
Türbin kanadı parlatma, kaba kuvvetten ziyade hassas ve kontrollü adımlardan oluşan bir mühendislik sürecidir.
- Kaba Aşındırma (Grinding/Deburring): Döküm veya işleme sonrası kalan büyük çapaklar ve yüzey dalgalanmaları, genellikle bağlı silisyum karbür aşındırıcılar (taşlama taşları) kullanılarak giderilir.
- Yarı Finisaj Parlatma: Yüzey, daha ince taneli (yüksek grit) silisyum karbür tozları içeren bulamaçlar veya esnek zımparalar kullanılarak parlatılır. Bu adım, önceki aşamanın derin çiziklerini ortadan kaldırır ve yüzeyi homojen hale getirir.
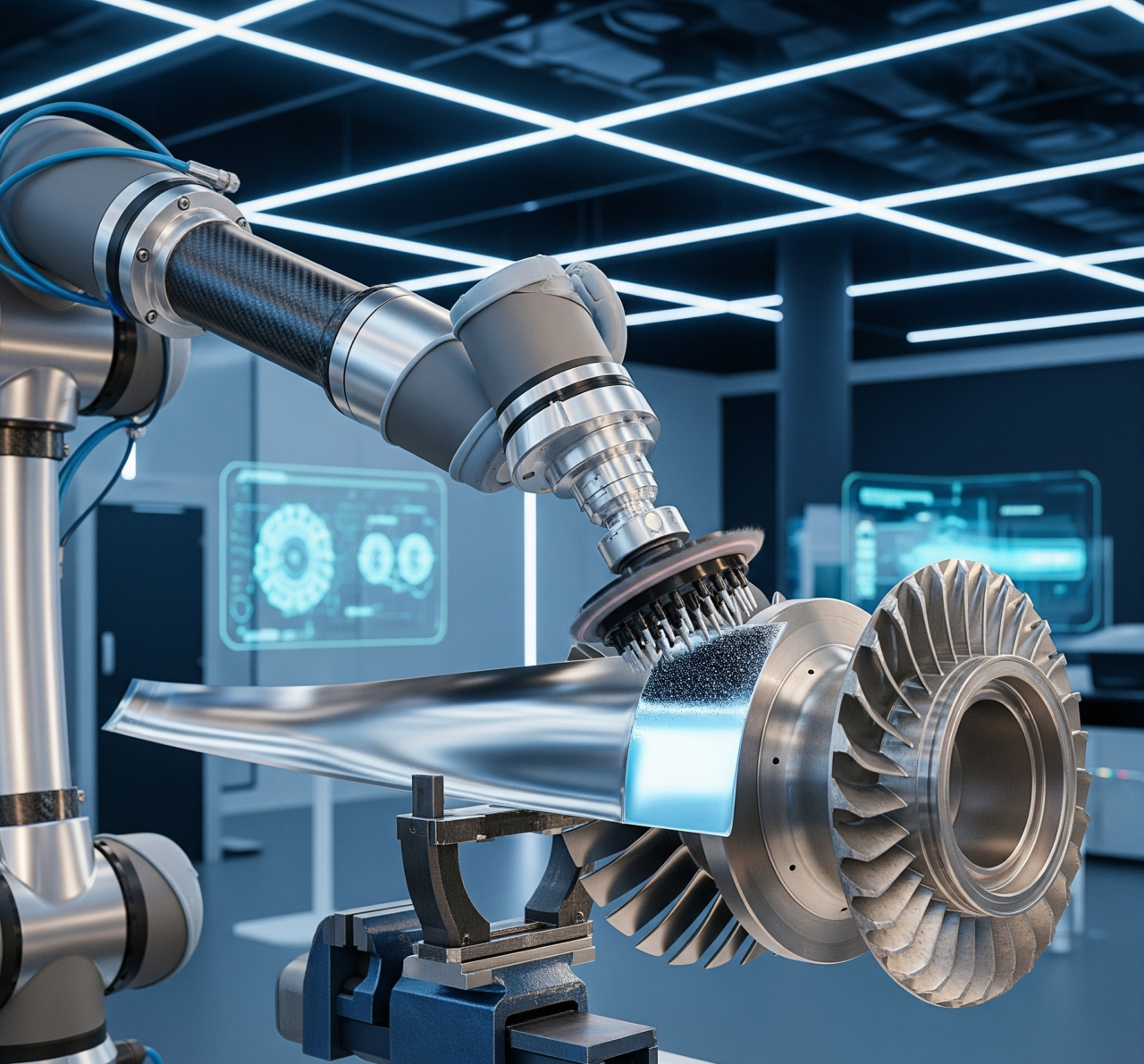
- Son Kat Parlatma (Final Polishing): İstenen nihai yüzey pürüzlülüğü değerine (Ra) ulaşmak için çok ince taneli silisyum karbür veya daha üstün bir finisaj için bor karbür süspansiyonları kullanılır. Bu işlem genellikle robotik kollar veya özel tasarlanmış makineler tarafından, kanadın karmaşık aerodinamik profiline tam uyum sağlayacak şekilde yapılır.
- Yüzey Kontrolü: İşlem sonrası kanat yüzeyi, profilometre gibi hassas ölçüm cihazları ile kontrol edilerek istenen pürüzsüzlük değerine ulaşıldığından ve yüzeyde hiçbir kusur kalmadığından emin olunur.
Sonuç: Verimlilik ve Güvenlik İçin Yüzey Mühendisliği
Enerji sektöründe türbin kanatlarının parlatılması, basit bir kozmetik işlem değildir; bu, doğrudan verimlilik, güvenlik ve ekonomik kârlılıkla ilgili kritik bir yüzey mühendisliği sürecidir. Silisyum karbür ve bor karbür gibi yüksek mukavemetli parlatıcı tozlar, bu zorlu görevin üstesinden gelmek için gereken keskinliği ve dayanıklılığı sağlar. Pürüzsüz, hatasız ve aerodinamik olarak optimize edilmiş bir kanat yüzeyi, daha az yakıtla daha fazla enerji üretmek, bakım aralıklarını uzatmak ve tüm enerji üretim sisteminin güvenliğini sağlamak anlamına gelir. Bu nedenle, bu görünmez tozlar, modern dünyamıza güç veren teknolojinin temel taşlarından biri olmaya devam etmektedir.