“En iyi aşındırıcı hangisidir?” sorusunun tek bir cevabı yoktur. Çünkü en iyi aşındırıcı, elinizdeki malzemeye ve ulaşmak istediğiniz hedefe göre değişir. Mükemmel seçimi yapmak için süreci iki temel başlıkta analiz etmeliyiz: Ne işliyoruz? Ve ne elde etmek istiyoruz?
Adım 1: Malzeme Analizi – İş Parçasını Tanımak
Her şey, üzerinde çalışacağınız malzemeyi derinlemesine anlamakla başlar.
a) Malzemenin Sertliği (Mohs, Rockwell)
Bu, analizin başlangıç noktası ve altın kuralıdır: Aşındırıcı, iş parçasından daha sert olmalıdır.
- Yumuşak Malzemeler (Alüminyum, Bakır, Yumuşak Plastikler): Daha az agresif, genellikle Alüminyum Oksit gibi standart aşındırıcılar yeterlidir. Çok sert bir aşındırıcı kullanmak, yüzeyde derin çiziklere ve malzeme kaybına neden olabilir.
- Orta Sertlikteki Malzemeler (Karbon Çeliği, Dökme Demir): Daha tok ve dayanıklı Zirkonya Alümina veya verimlilik için Seramik Alümina gibi seçenekler öne çıkar.
- Sert Malzemeler (Sertleştirilmiş Çelik, Takım Çelikleri, Süper Alaşımlar): Bu malzemeler için standart aşındırıcılar yetersiz kalır. Seramik Alümina, Kübik Bor Nitrür (CBN) veya Elmas gibi yüksek performanslı ve süper aşındırıcılar zorunludur.
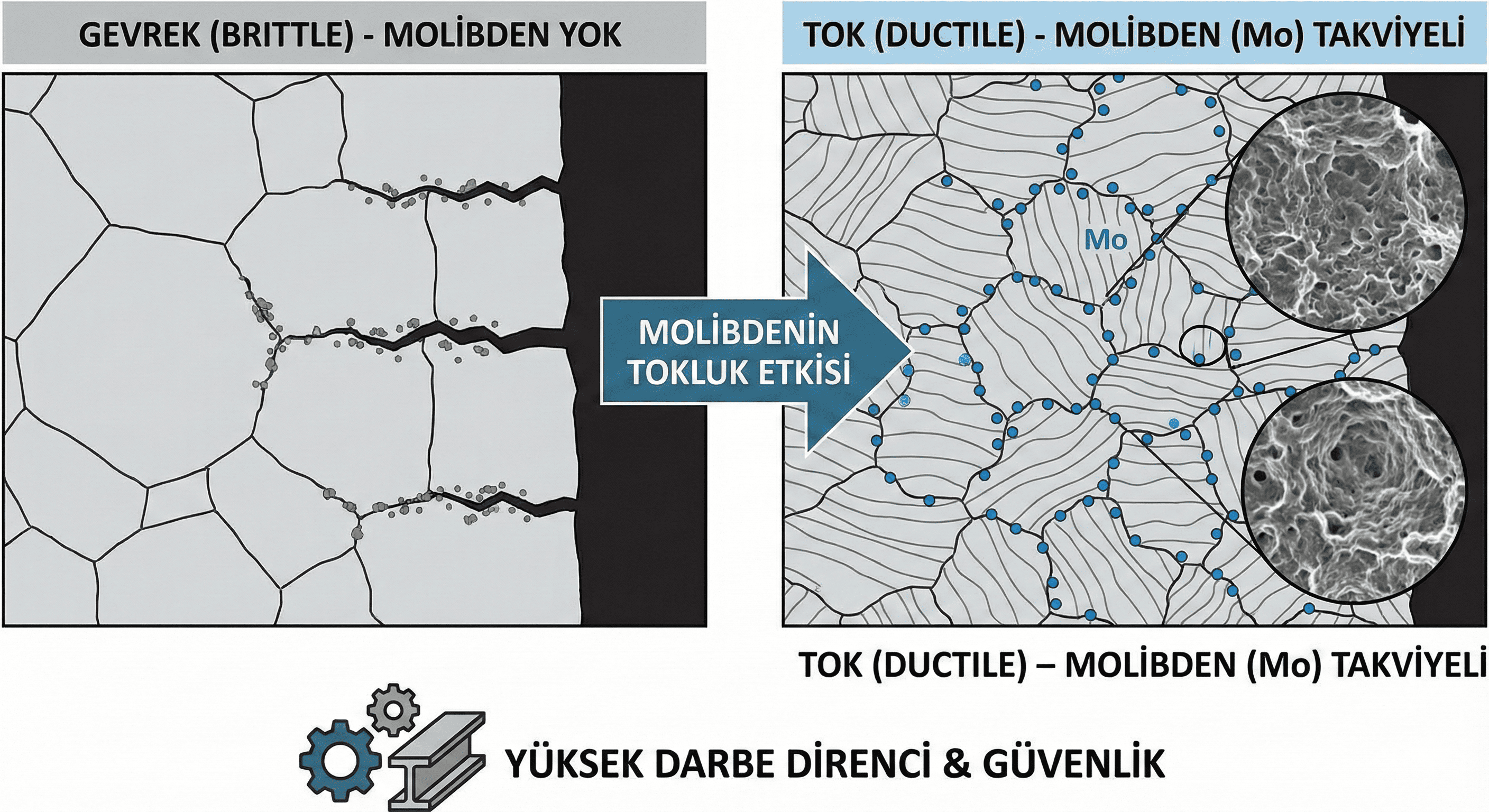
b) Malzemenin Tokluğu ve Sünekliği
Sertlik her şey demek değildir. Paslanmaz çelik gibi hem sert hem de tok (darbelere dayanıklı) bir malzeme, ısıyı yüzeyde tutma eğilimindedir. Bu, daha “serin kesim” yapan, kendi kendini bileyen Seramik Alümina gibi aşındırıcıları daha uygun hale getirir. Cam gibi sert ama kırılgan bir malzeme için ise Silisyum Karbür veya Seryum Oksit gibi farklı seçenekler değerlendirilir.
c) Isı Hassasiyeti
Plastikler, kompozitler ve bazı ısıl işlem görmüş metaller, taşlama ve parlatma sırasında oluşan ısıdan kolayca etkilenebilir. Yüksek ısı, yüzeyde yanmaya, deformasyona veya malzemenin mikroyapısında bozulmalara yol açabilir. Bu tür malzemeler için, daha az ısı üreten beyaz alüminyum oksit veya seramik alümina gibi aşındırıcılar seçilmeli ve/veya ıslak çalışma gibi soğutma yöntemleri uygulanmalıdır.
d) Yüzey Kontaminasyonu Riski
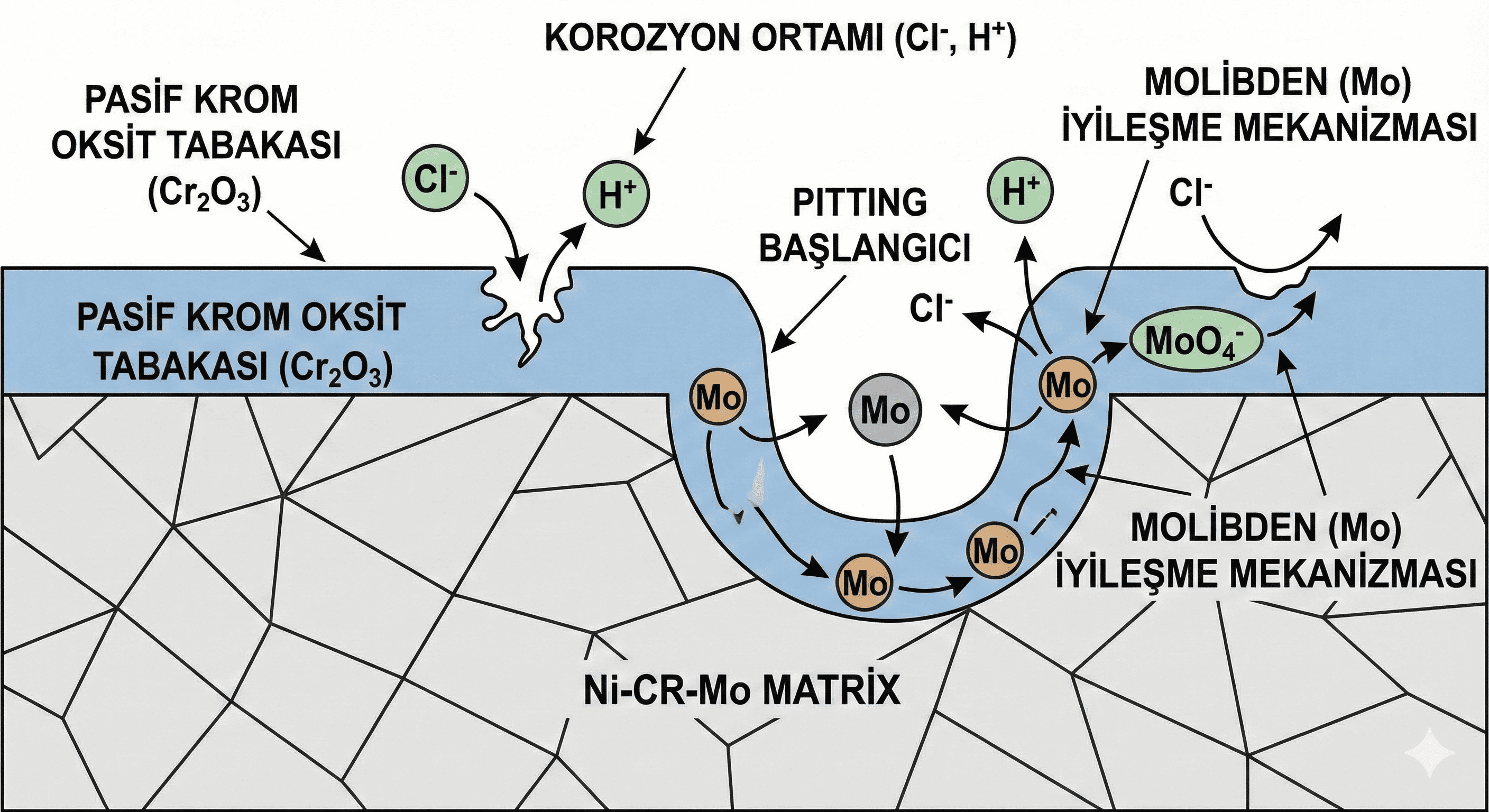
Paslanmaz çelik, alüminyum veya titanyum gibi malzemelerde, standart aşındırıcılardaki demir partikülleri yüzeye gömülebilir ve gelecekte paslanma (korozyon) noktaları oluşturabilir. Bu riski ortadan kaldırmak için, bu malzemeler üzerinde mutlaka “demir içermeyen” (iron-free) olarak etiketlenmiş beyaz alüminyum oksit veya diğer saf aşındırıcılar kullanılmalıdır.
Adım 2: Süreç Analizi – Operasyon Hedeflerini Belirlemek
Malzemeyi tanıdıktan sonra, o malzemeyle ne yapmak istediğimizi netleştirmeliyiz.
a) Amaç Nedir? Kaba Temizlik mi, Hassas Finisaj mı?
Bu soru, doğrudan ihtiyacınız olan tane boyutunu (grit) belirler.
- Ağır Malzeme Kaldırma (Pas, Döküm Kabuğu Sökme): Düşük grit (16-60) ve tok aşındırıcılar (Zirkonya Alümina, Kahverengi Alümina).
- Genel Amaçlı Yüzey Hazırlığı (Kaynak Dikişi Düzeltme): Orta grit (80-180) ve çok yönlü aşındırıcılar (Alüminyum Oksit, Zirkonya Alümina).
- İnce Finisaj (Boya Öncesi Pürüzsüzleştirme): Yüksek grit (220-600) ve daha az agresif aşındırıcılar (Beyaz Alüminyum Oksit).
- Ayna Parlaklığı (Polisaj): Çok yüksek grit (800 ve üzeri) parlatma pastaları ve özel aşındırıcılar (İnce Alümina, Seryum Oksit, Elmas).
b) Hız ve Verimlilik Beklentisi (Malzeme Kaldırma Oranı – MRR)
Seri üretim hatlarında her saniye önemlidir. Operasyonun hedefi maksimum hız ise, daha yüksek bir ilk maliyete sahip olmasına rağmen, işi çok daha hızlı bitiren Seramik Alümina veya Zirkonya Alümina gibi yüksek performanslı aşındırıcılar, toplamda daha ekonomik hale gelir.
c) Maliyet Beklentisi (Parça Başına Toplam Maliyet)
En ucuz aşındırıcıyı almak yerine, parça başına toplam maliyeti hesaplamak en akıllıca yaklaşımdır. Daha pahalı ama uzun ömürlü ve hızlı bir aşındırıcı, daha az duruş süresi, daha düşük işçilik maliyeti ve daha az sarf malzeme tüketimi sayesinde birim maliyeti düşürür.
d) Kullanılan Ekipman ve Otomasyon Seviyesi
Kullanılan makinenin gücü ve hassasiyeti de seçimi etkiler.
- Manuel El Aletleri: Operatör kontrolü nedeniyle, daha affedici ve kontrolü kolay standart Alüminyum Oksit veya Zirkonya Alümina flap diskler genellikle iyi sonuç verir.
- Otomatik ve Robotik Hatlar: Süreklilik ve minimum duruş kritik olduğundan, en uzun ömürlü ve en tutarlı performansı sunan Seramik Alümina veya CBN gibi yüksek teknoloji aşındırıcılar tercih edilir.
Örnek Senaryolarla Karar Verme
- Senaryo 1: Dökme Demir Motor Bloğu Çapak Alma
- Malzeme: Dökme Demir (Orta Sert, Kaba Yüzey).
- Süreç: Ağır malzeme kaldırma, hız önemli, hassas finisaj gerekmiyor.
- Doğru Seçim: Düşük gritli, tok ve uzun ömürlü Zirkonya Alümina flap disk veya taşlama taşı.
- Senaryo 2: Paslanmaz Çelik Gıda Tankı Kaynak Yüzeyi Parlatma
- Malzeme: 316L Paslanmaz Çelik (Tok, Isıya Duyarlı, Kontaminasyon Riski).
- Süreç: Hijyenik, pürüzsüz yüzey, estetik önemli.
- Doğru Seçim: Kademeli olarak incelen gritlerde, demir içermeyen Beyaz Alüminyum Oksit zımparalar ve ardından parlatma pastası.
- Senaryo 3: Sertleştirilmiş Takım Çeliği Kalıp Yüzeyi Taşlama
- Malzeme: 62 HRC Takım Çeliği (Çok Sert).
- Süreç: Yüksek hassasiyet, mükemmel yüzey kalitesi, termal hasar olmamalı.
- Doğru Seçim: Kübik Bor Nitrür (CBN) taşlama taşı.
Sonuç: Bilgiye Dayalı Karar, Üstün Sonuç
İstanbul Sultanbeyli gibi rekabetçi bir sanayi merkezinde ayakta kalmak ve büyümek, her alanda akıllı ve bilgiye dayalı kararlar vermeyi gerektirir. Aşındırıcı toz seçimi, bu kararların en temel olanlarından biridir. Malzemenizi tanıyarak ve süreç hedeflerinizi net bir şekilde belirleyerek yapacağınız sistematik bir analiz, sizi sadece doğru ürüne değil, aynı zamanda daha verimli, daha kaliteli ve daha kârlı bir üretim sürecine götürecektir.