3D metal yazıcınız dünyanın en gelişmiş lazerlerine sahip olabilir, ancak “beslediğiniz” tozun boyut dağılımı doğru değilse, sonuç hüsran olacaktır. Gözenekli yapılar, çatlaklar veya pürüzlü yüzeyler genellikle makine hatası değil, toz optimizasyonu hatasıdır.
Bu yazımızda, metal tozlarının mikroskobik dünyasına iniyor ve “Optimum Toz Dağılımı” kavramının mühendislik açısından ne anlama geldiğini inceliyoruz.
Neden Her Tane Aynı Boyutta Olamaz?
İlk bakışta, “Keşke tüm toz taneleri tıpatıp aynı boyutta (örneğin hepsi 40 mikron) olsa” diye düşünebilirsiniz. Bu, teorik olarak kulağa hoş gelse de pratikte iki büyük sorun yaratır:
-
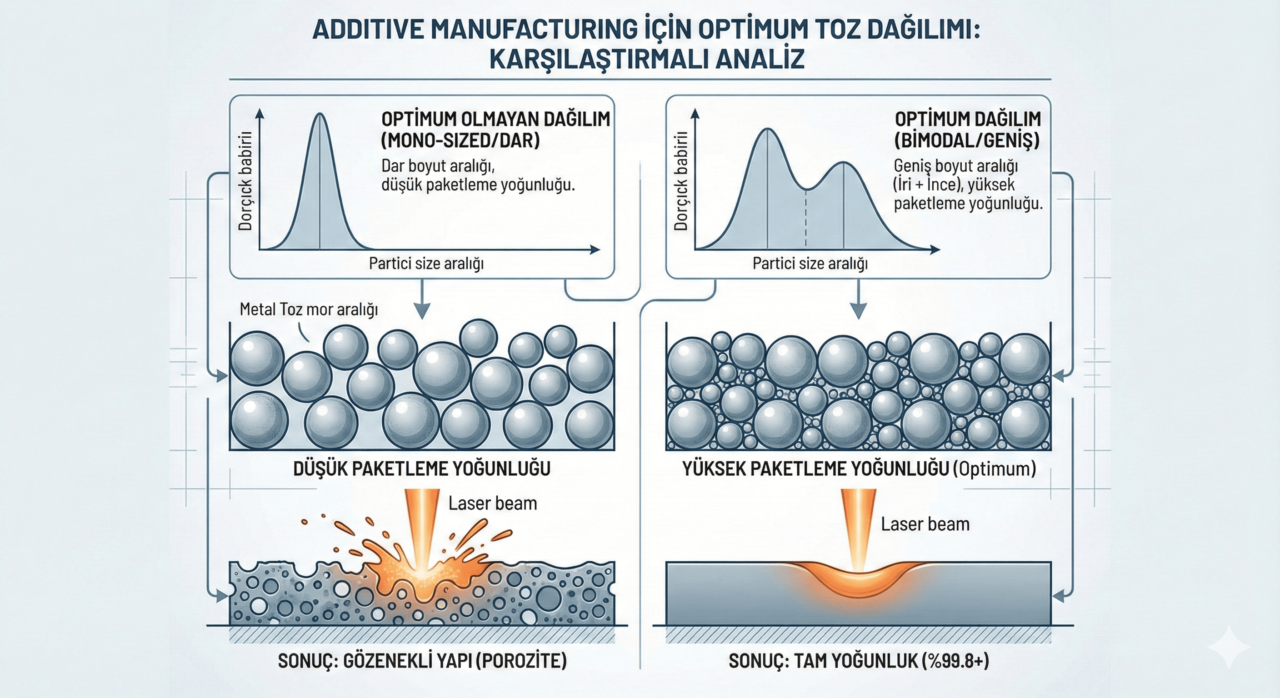
Düşük Paketleme Yoğunluğu: Eğer tüm parçacıklar aynı boyuttaysa (mono-sized), aralarında büyük boşluklar kalır. Tıpkı bir kavanozu sadece portakallarla doldurmak gibi; aradaki hava boşlukları fazladır.
-
Porozite Riski: Bu boşluklar, lazer eritme sırasında tamamen kapanmazsa, nihai parçada gözeneklere (porozite) ve zayıf mekanik özelliklere neden olur.
İşte bu yüzden, farklı boyutların karışımı gereklidir.
İdeal Senaryo: İki Tepeli (Bimodal) Dağılım Etkisi
Optimum toz dağılımı, “Büyüklerin arasına küçüklerin yerleştiği” bir yapıdır.
-
Büyük Parçacıklar (İskelet): Tozun ana hacmini oluşturur ve akışkanlığı sağlar.
-
Küçük Parçacıklar (Dolgu): Büyük parçacıkların arasındaki boşluklara girerek paketleme yoğunluğunu (Tap Density) artırır.
Bu yapı, sinterleme sırasında malzemenin daha yoğun olmasını sağlar. Ancak dikkat! Çok fazla “ince toz” (fine powder) eklemek de risklidir.
Kritik Denge: Akışkanlık vs. Yoğunluk
Mühendislerin çözmesi gereken en büyük paradoks şudur:
-
İnce tozlar (0-15 mikron): Yüzey alanları çok geniştir ve birbirlerine yapışma (aglomerasyon) eğilimindedirler. Bu durum tozun “akışkanlığını” bozar. Recoater (toz serme bıçağı), tozu sererken topaklanma yapar ve homojen bir katman oluşmaz.
-
İri tozlar (50-100 mikron): Çok iyi akarlar (bilye gibi), ancak erimeleri zordur ve yüzey pürüzlülüğünü artırırlar.
Optimum Nokta: İnce tozların, paketleme yoğunluğunu artıracak kadar var olduğu, ancak akışkanlığı bozmayacak kadar az olduğu noktadır. Genellikle Lazer Sinterleme (SLM) için 15-45 mikron veya 20-63 mikron aralığı ideal kabul edilir.
Dağılımı Okumak: D10, D50 ve D90 Değerleri
Bir tozun kalitesini analiz ederken, laboratuvar raporlarında şu üç değeri görürsünüz. Bunları doğru okumak hayati önem taşır:
-
D10: Tozların en küçük %10’luk diliminin çapıdır. Bu değer çok düşükse (örneğin 5-10 mikron altı), tozun akışkanlığı kötüdür ve havada asılı kalarak (toz bulutu) iş güvenliği riski yaratır.
-
D50 (Medyan): Ortanca değerdir. Dağılımın tam ortasını gösterir.
-
D90: Tozların %90’ının altında kaldığı boyuttur. Bu değer, katman kalınlığınızı sınırlar. Eğer 30 mikron katman kalınlığı ile baskı yapıyorsanız ve D90 değeriniz 60 mikron ise, büyük parçacıklar katmandan dışarı taşar ve serme bıçağına takılarak parçayı yerinden oynatabilir.
Gauss Eğrisi (Çan Eğrisi) Neden Önemli?
Toz üreticileri (Gaz Atomizasyonu yapanlar), genellikle Gaussian (Normal) Dağılım elde etmeye çalışır. Çok dar bir dağılım (dik bir çan eğrisi), öngörülebilir sonuçlar verir. Geniş bir dağılım (yayvan eğri) ise paketleme yoğunluğunu artırabilir ancak süreç kontrolünü zorlaştırır.
Kaliteli Bir Baskı İçin İpuçları:
-
Eleme (Sieving): Kullanılmış tozları mutlaka eleyin. Sinterleme sırasında sıçrayan ve şekli bozulan büyük parçacıklar (spatter) elenerek atılmalıdır.
-
Katman İlişkisi: D90 değeriniz, kullandığınız katman kalınlığından (layer thickness) her zaman küçük olmalıdır.
-
Nem Kontrolü: İnce tozlar nemi sever. Nemli toz topaklanır ve akmaz. Optimum dağılıma sahip olsanız bile nemli tozla baskı alamazsınız.
Sonuç: Kalite Tozda Başlar
Additive Manufacturing bir bütündür. Makine parametreleri ne kadar iyi olursa olsun, optimum dağılıma sahip olmayan bir toz ile %99.8 yoğunluğa ulaşmak imkansızdır. İdeal toz; hem serme bıçağının önünde su gibi akan hem de lazerin altında boşluksuz bir şekilde birleşen tozdur.