Eklemeli imalat (3D baskı), metal enjeksiyon kalıplama (MIM) ve diğer toz metalürjisi yöntemleri, karmaşık geometrileri ve üstün malzeme özelliklerini tek bir süreçte birleştirerek modern sanayide devrim yaratmaktadır. Ancak bu teknolojilerin başarısı, kullandıkları hammaddenin, yani metal tozunun kalitesine doğrudan bağlıdır. Metal tozunu, gelişmiş bir makinenin “mürekkebi” olarak düşünmek gerekir; kalitesiz mürekkep nasıl yazıcıyı bozuyor ve baskıyı bozuyorsa, kalitesiz metal tozu da nihai parçada porozite (gözeneklilik), çatlaklar ve boyutsal kararsızlık gibi felaketlere yol açar.
Binlerce dolar değerindeki hammaddeyi satın almadan önce, bir tedarikçiyi derinlemesine “sorgulamak” sadece ticari bir gereklilik değil, bir mühendislik disiplinidir. Bu yazıda, bir metal tozu tedarikçisine sormanız gereken beş kritik soruyu, bilimsel temelleri, güncel araştırmalar ve “klinik” düzeydeki endüstriyel doğrulama çalışmalarıyla destekleyerek inceleyeceğiz. Amacımız, Nanokar.ai gibi vizyoner girişimlerin de önemsediği “risk yönetimi” ve “süreç istikrarı” prensiplerine uygun, güvenilir bir hammadde ortağı seçmenize yardımcı olmaktır.
Metal Tozunda Kalitenin Mühendislik Etkisi
Hataları anlamak için sürecin dört temel aşamasını hatırlamak önemlidir:
Metal tozu kalitesi, nihai parçanın performansını atom seviyesinden makro seviyeye kadar etkiler. Parçacık boyutu dağılımı (PSD), parçacık morfolojisi (şekli) ve kimyasal saflık, eriyik havuzunun (melt pool) kararlılığını, katmanlar arası bağı ve sinterleme yoğunluğunu belirler.
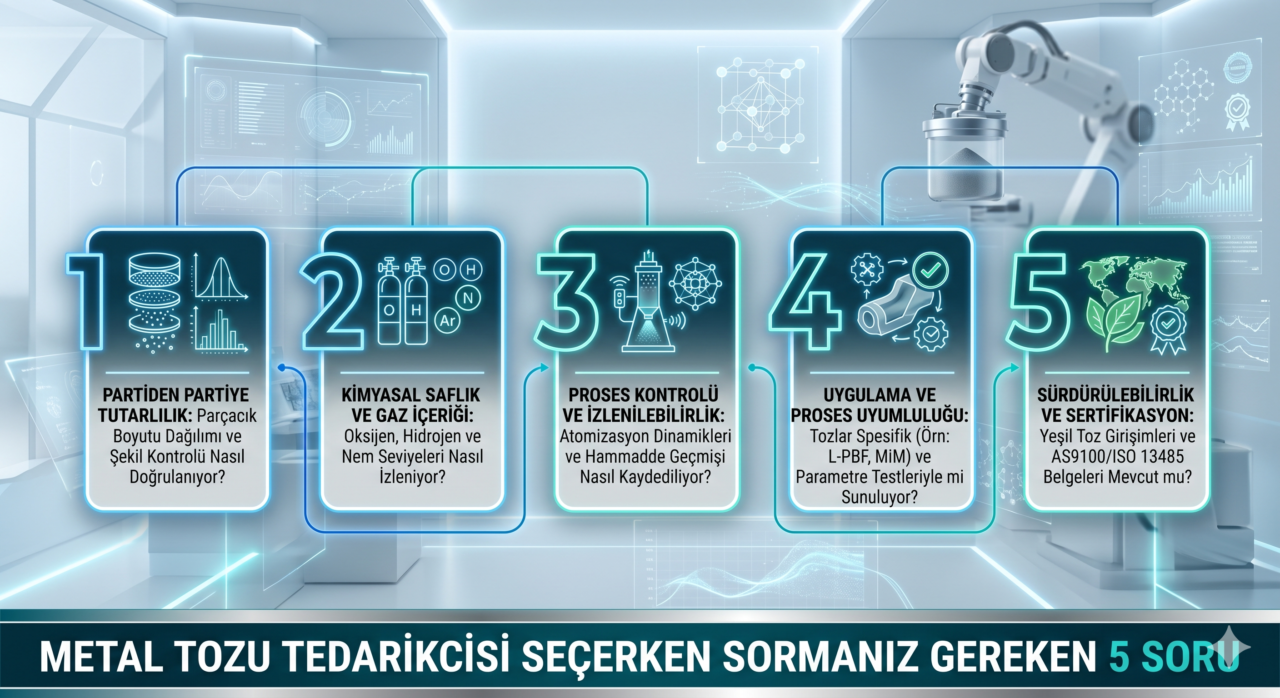
Soru 1: Metal Tozunun Parçacık Boyutu Dağılımı (PSD) ve Morfolojisi Nasıl Doğrulanıyor?
Bu, metal tozunun “parmak izi”dir. Her toz partisi aynı fiziksel özelliklere sahip olmalıdır.
Bilimsel Arka Plan: Neden Küresellik ve Dağılım Hayatidir?
Eklemeli imalatta (örneğin L-PBF), tozlar bir “serici” (re-coater) yardımıyla pürüzsüz katmanlar halinde serilir.
-
Küresellik (Morphology): En iyi akışkanlığı küresel (spherical) tozlar sağlar. Gaz atomizasyonu ile üretilen bu tozlar, bir bilye gibi kayarlar. Su atomizasyonu ile üretilen düzensiz, köşeli tozlar birbirine takılır ve “topaklanma” (clumping) yaparak serici kolunu sıkıştırır, katman sürekliliğini bozar.
-
Parçacık Boyutu Dağılımı (PSD): Tozlar, belirli bir aralıktaki parçacıkların karışımından oluşur. İdeal bir dağılım, büyük tanelerin arasındaki boşlukları dolduracak küçük taneler içermelidir (yüksek paketleme yoğunluğu). Eğer toz çok iri taneliyse, lazer tam eritemez; çok inceyse, toz uçuşabilir ve “topaklanma” yaparak tabaka sürekliliğini bozar.
Tedarikçiye Sorulacak Detaylar:
-
D10, D50 ve D90 değerleri (parçacıkların %10, %50 ve %90’ının bu boyuttan küçük olduğu değerler) nedir ve bu değerlerin batch-to-batch (partiden partiye) sapma marjı nedir?
-
Küresellik oranı nasıl ölçülüyor (Örn: SEM görüntülerinden optik analiz veya Lazer Kırınımı)?
Güncel Araştırmalar ve Teknoloji
2024 ve 2025 yıllarında yayımlanan çalışmalar, “AI Destekli Akış Simülasyonu” modellerinin, tozun PSD ve şekil analizinden yola çıkarak 3D yazıcı içindeki hareketini çok daha hassas tahmin ettiğini göstermektedir. Tedarikçiniz bu analizleri kendi bünyesinde yapabiliyor mu?
Soru 2: Tozun Kimyasal Saflığı ve Gaz İçeriği (Özellikle Oksijen ve Hidrojen) Nasıl Kontrol Ediliyor?
Metaller, mikron boyutunda toz haline getirildiğinde, toplam yüzey alanları binlerce kat artar. Bu devasa yüzey alanı, oksijen için açık bir davetiyedir.
Bilimsel Arka Plan: Görünmez Düşmanlar – Oksijen ve Nem
-
Oksijen (O): Özellikle titanyum, alüminyum ve nikel alaşımlarında yüzeyde oluşan nano-oksit tabakası, lazerle erime sırasında metal taneciklerinin birleşmesini (boyun oluşumunu) engeller. Bu, parça içinde “lack of fusion” (erime eksikliği) çatlaklarına ve düşük sünekliğe yol açar.
-
Hidrojen (H): Nemli ortamlarda reaktif metaller (alüminyum vb.) su ile reaksiyona girerek Hidrojen gazı üretir. Sinterleme sırasında bu gaz buharlaşarak parçada mikroskobik gözenekler (gaz porozitesi) bırakır. Nemli toz ayrıca, özellikle alüminyumda, felaketle sonuçlanabilecek patlamalara neden olabilir.
Tedarikçiye Sorulacak Detaylar:
-
Hangi analiz yöntemini (LECO, ICP-OES vb.) kullanıyorlar ve saflık sertifikaları (MTR) her batch için sağlanıyor mu?
-
Oksijen ve nem seviyeleri “ppm” (milyonda bir) cinsinden ne kadar düşüktür?
Klinik Düzeydeki Endüstriyel Çalışma
Havacılık parçaları üzerinde yapılan “klinik” düzeydeki bir endüstriyel doğrulama çalışması, Oksijen miktarındaki ppm bazlı artışın, nihai parçanın “fatigue life” (yorulma ömrü) performansını dramatik şekilde düşürdüğünü kanıtlamıştır.
Soru 3: Toz Partiden Partiye Ne Kadar Tutarlı ve Proses Kontrolü Nasıl Sağlanıyor?
Üretimde “mükemmel” bir toz bulmak değil, “aynı mükemmellikte” toz bulmak önemlidir.
Bilimsel Arka Plan: Atomizasyon Dinamiklerinin Yönetimi
Bir metal tozunun üretildiği atomizasyon kulesinde; erime sıcaklığı, gaz basıncı, nozul çapı ve gaz akış hızı gibi onlarca değişken vardır.
-
Sapma Riski: Eğer tedarikçinin proses kontrolü zayıfsa, bir batch’ten diğerine PSD, morfoloji ve hatta kimyasal kompozisyon değişebilir. Bu, 3D yazıcının her baskıda farklı lazer parametreleri gerektirmesi demektir ki bu seri üretim için kabul edilemez.
Tedarikçiye Sorulacak Detaylar:
-
Atomizasyon parametrelerini gerçek zamanlı izlemek için hangi “IoT” veya “Akıllı Sinterleme Kontrol Sistemleri”ni kullanıyorlar?
-
Geri dönüştürülmüş tozları (toz lotu bir baskıda kullanıldıktan sonra elediğimiz toz) “gençleştirme” (rejuvenation) ve kalite kontrol protokolleri nedir?
Güncel Araştırmalar
Modern toz metalürjisi tesislerinde, pekiştirmeli öğrenme (Reinforcement Learning) algoritmaları atomizasyon kulesini kontrol ederek, parçacık boyutu dağılımını gerçek zamanlı optimize etmekte ve fire oranını sıfıra indirmektedir. Tedarikçiniz bu teknolojilere yatırım yapıyor mu?
Soru 4: Tozun Spesifik Uygulama (MIM, L-PBF vb.) ve Proses Parametrelerine Uyumluluğu Nasıl Test Edildi?
“Mükemmel” bir Titanyum-6Al-4V tozu, metal enjeksiyon kalıplama (MIM) için idealken, Lazer Toz Yatağı Füzyonu (L-PBF) için felaket olabilir.
Bilimsel Arka Plan: Uygulamaya Özel Karakteristikler
Her proses farklı toz karakteristikleri gerektirir:
-
MIM İçin: Genellikle daha düzensiz şekilli, daha geniş PSD aralıklı tozlar tercih edilir. Bu, parçacıkların birbirine daha iyi “kenetlenmesini” (yüksek yeşil mukavemet) sağlar. Nano-metal tozları, sinterleme sıcaklıklarını düşürerek ve yoğunlaşmayı hızlandırarak hataları azaltabilir.
-
L-PBF İçin: Mükemmel küresellik ve çok dar bir PSD aralığı (genellikle 15-45 mikron) kritik önemdedir.
Tedarikçiye Sorulacak Detaylar:
-
Tozların akışkanlığını (Hall Flow, Carney Hunisi) ve paketleme yoğunluğunu hangi standartlarla test ediyorlar ve bu sonuçlar sizin prosesinize ne kadar uygun?
-
Tozu kendi 3D yazıcılarında test ederek “optimize edilmiş parametre setleri” (örneğin titanyum için lazer gücü 200W, hız 1000mm/s gibi) sunabiliyorlar mı?
Avantaj–Risk Değerlendirmesi
| Durum | Avantajları | Riskleri |
| Uygulama Uzmanı Tedarikçi | Proses parametrelerini hızlı optimize etmenizi sağlar, fire oranını ve sertifikasyon süresini düşürür. | Daha yüksek hammadde maliyeti olabilir. |
| Genel Tedarikçi | Daha düşük fiyat. | Hatalı Baskı Riski, uzun parametre optimizasyon süresi, nihai parçada gizli kusurlar. |
Soru 5: Tedarik Zinciri Sürdürülebilirliği, Sertifikasyon ve Tracability Protokolleri Nelerdir?
Hammadde kalitesi, bir ” kağıt parçası” ile başlar ve biter.
Bilimsel Arka Plan: Tracability ve Standartlara Uyum
Özellikle havacılık (AS 9100) ve tıp (ISO 13485) sektörlerinde, nihai parçanın içindeki metal tozunun madenden çıktığı ana kadar izlenebilir (traceable) olması yasal bir zorunluluktur. Oksitlenmiş bir implant, vücut içinde korozyona uğrayarak toksik etki yaratabilir.
Tedarikçiye Sorulacak Detaylar:
-
Ham metali hangi madenlerden tedarik ediyorlar (çatışma-özgür madenler)?
-
Her batch için “Material Test Report” (MTR) ve saflık sertifikaları sağlanıyor mu?
-
Sinterleme öncesi parçaları temizliyorlar mı ve fırın temizlik protokolleri nedir? Vakum sinterleme, kirlenme riskini azaltır.
Güncel Araştırmalar ve “Green” Metal Tozu
Son yıllarda yapılan akademik çalışmalar, geleneksel fosil yakıtlı fırınlar yerine “Yeşil Hidrojen” ve yenilenebilir enerji kullanan atomizasyon tesislerini devreye alıyor. Tedarikçiniz, karbon ayak izini düşürmek ve sürdürülebilirlik hedeflerinize uyum sağlamak için “Yeşil Toz” üretim yöntemlerine yatırım yapıyor mu?
Sonuç: Hammadde Kalitesi bir Yatırımdır, Harcama Değildir
Metal tozu tedarikçisi seçmek, sadece bir ticari işlem değil, bir “risk yönetimi” ve “süreç istikrarı” ortaklığıdır. Kaliteli, küresel ve düşük oksijenli metal tozları kullanmak, başarılı bir üretimin temel taşıdır. Toz kalitesinden ödün vermek, en gelişmiş 3D yazıcıda bile hatalı parça üretmenize neden olur. Geleceğin üretimi, atom seviyesinde temizlik ve disiplin gerektirir.
Güvenilir bir tedarikçi, size sadece toz satmaz; aynı zamanda o tozun atomik dinamiklerini yöneten, proses istikrarınızı garanti altına alan ve riskleri minimize eden bir mühendislik desteği sunar. Nanokar.ai’ın da önemsediği gibi, teknolojiyi atom atom inşa ederken, hammaddeye yapılan bu bilimsel “sorgulama”, nihai başarınızın en güçlü garantisidir.