Neden Küresel Olmalı? 3D Baskı Başarısı İçin Gaz ve Su Atomizasyonu Karşılaştırması
Metal 3D baskı (katmanlı imalat), karmaşık geometrileri, hafifletilmiş tasarımları ve kişiye özel ürünleri mümkün kılan devrim niteliğinde bir teknolojidir. Ancak bu teknolojinin sunduğu tüm potansiyelin kilidini açan gizli bir kahraman vardır: kullanılan metal tozu. Bir 3D baskı projesinin başarısı veya başarısızlığı, çoğu zaman bu mikroskobik parçacıkların kalitesine, özellikle de şekline bağlıdır.
Piyasada birçok metal tozu üretim yöntemi bulunsa da, iki tanesi en yaygın olanıdır: Gaz Atomizasyonu (GA) ve Su Atomizasyonu (WA). Peki, bu iki yöntem arasındaki temel farklar nelerdir ve neden biri metal 3D baskı için idealken, diğeri genellikle yetersiz kalır? Cevap, parçacıkların geometrisinde saklıdır.
3D Yazıcının “Mükemmel Toz” Beklentisi Nedir?
Toz yataklı füzyon (SLM, DMLS, EBM gibi) prensibiyle çalışan bir metal 3D yazıcının, hatasız ve yoğun parçalar üretebilmesi için tozdan bazı temel beklentileri vardır:
- Mükemmel Akışkanlık (Flowability): Yazıcının yeniden kaplama (recoating) bıçağı, her katmanda yapı platformu üzerine son derece ince (genellikle 20-60 mikron) ve homojen bir toz tabakası sermelidir. Tozun iyi akmaması, katmanda boşluklara, düzensizliklere ve sonuçta parçada gözenekli (poroziteli) bir yapıya neden olur.
- Yüksek Paketleme Yoğunluğu (Packing Density): Toz parçacıklarının, aralarında minimum boşluk kalacak şekilde sıkıca bir araya gelebilmesi gerekir. Yoğun bir toz yatağı, lazer veya elektron demeti tarafından eritildiğinde tam yoğunluğa sahip, sağlam bir metal parça oluşturur.
- Yüksek Saflık: Toz içindeki oksit veya diğer yabancı maddeler, son parçanın mekanik özelliklerini (örneğin, kırılganlığını) olumsuz etkileyebilir.
Arenadaki Rakipler: Gaz ve Su Atomizasyonu
Şimdi bu iki üretim yöntemini, 3D baskının beklentileri doğrultusunda karşılaştıralım.
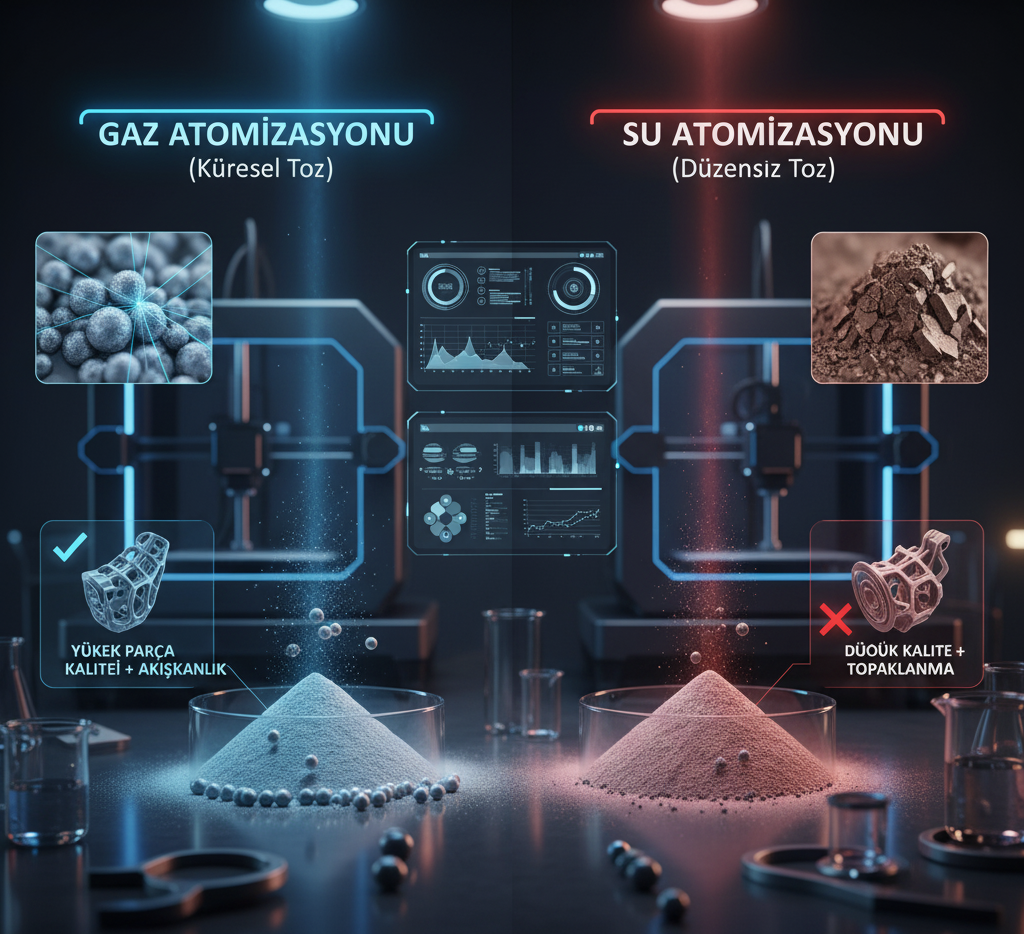
Gaz Atomizasyonu (GA): Küresel Mükemmellik
Gaz atomizasyonunda, erimiş metal akıntısına yüksek basınçlı inert bir gaz (genellikle Argon veya Nitrojen) püskürtülür. Bu işlem sonucunda ortaya çıkan tozun özellikleri şunlardır:
- Parçacık Şekli: Küresel (Spherical) Süreçteki daha yavaş soğuma hızı ve yüzey gerilimi, metal damlacıklarının katılaşırken neredeyse mükemmel küreler oluşturmasını sağlar.
- 3D Baskıya Etkisi:
- Yüksek Akışkanlık: Küresel parçacıklar, birbirleri üzerinden kolayca yuvarlanır. Bu, yeniden kaplama bıçağının pürüzsüz ve homojen bir katman sermesini sağlayarak mükemmel akışkanlık sunar.
- Yüksek Paketleme Yoğunluğu: Farklı boyutlardaki küreler, bir kavanozdaki bilyeler gibi, aralarında çok az boşluk bırakarak birbirine kenetlenir. Bu da yoğun bir toz yatağı oluşturur.
- Yüksek Saflık: İnert gaz kullanılması, üretim sırasında oksidasyonu önleyerek tozun kimyasal saflığını korur.
Karar: 3D Baskı İçin Şampiyon. Gaz atomizasyonu ile üretilen küresel tozlar, toz yataklı füzyon sistemlerinin tüm temel gereksinimlerini karşılar.
Su Atomizasyonu (WA): Düzensiz ve Ekonomik
Su atomizasyonunda, erimiş metale yüksek basınçlı su püskürtülür. Bu yöntemin sonuçları oldukça farklıdır:
- Parçacık Şekli: Düzensiz (Irregular) Suyun neden olduğu aşırı hızlı soğuma (su verme/quenching), metal damlacıklarının küresel bir form almasına izin vermeden, anında ve düzensiz bir şekilde katılaşmasına neden olur. Parçacıklar genellikle pürüzlü, köşeli ve uydu benzeri çıkıntılara sahiptir.
- 3D Baskıya Etkisi:
- Düşük Akışkanlık: Düzensiz ve pürüzlü şekiller, parçacıklar arasında yüksek sürtünmeye neden olur. Birbirlerine takılırlar, köprüler kurarlar ve serbestçe akmazlar. Bu, katman serme hatalarına ve boşluklara yol açar.
- Düşük Paketleme Yoğunluğu: Bu parçacıklar, küreler kadar verimli bir şekilde paketlenemez, bu da toz yatağında daha fazla hava boşluğu anlamına gelir. Bu boşluklar, son parçada gözenekliliğe (porozite) dönüşebilir.
- Oksidasyon Riski: Su kullanılması, özellikle parçacık yüzeylerinde daha yüksek oksit seviyelerine neden olabilir.
Karar: 3D Baskı için Genellikle Uygun Değil. Su atomizasyonu, parçacıkların birbirine kenetlenmesinin istendiği geleneksel toz metalurjisi (presleme ve sinterleme) için mükemmel bir yöntem olsa da, 3D baskının akışkanlık ve yoğunluk taleplerini karşılamakta yetersiz kalır.
Sonuç: Seçiminiz Başarınızı Belirler
Mermerler ve çakıl taşlarını dökmeye çalıştığınızı hayal edin. Mermerler (gaz atomize toz) pürüzsüzce akarak düz bir yüzey oluştururken, çakıl taşları (su atomize toz) takılıp kalarak engebeli bir yığın oluşturacaktır. 3D yazıcınızın “recoater” bıçağı da tam olarak bu durumu yaşar.
Sonuç olarak, metal 3D baskıda yüksek kaliteli, tekrarlanabilir ve mekanik olarak sağlam parçalar üretmek istiyorsanız, ham madde seçiminde taviz veremezsiniz. Gaz atomizasyonu ile üretilen küresel, yüksek akışkanlığa sahip tozlar, bu süreçte başarının temelini oluşturur. Yanlış toz seçimi, en gelişmiş 3D yazıcıyı bile başarısızlığa uğratabilir. Bu nedenle, projenizin temellerini sağlam atmak için her zaman doğru üretim yöntemiyle elde edilmiş tozu seçmek kritik öneme sahiptir.